3D-Druck Haftung optimieren: Nie wieder Spaghetti-Prints
Der Albtraum jedes Makers: Wenn der First Layer versagt
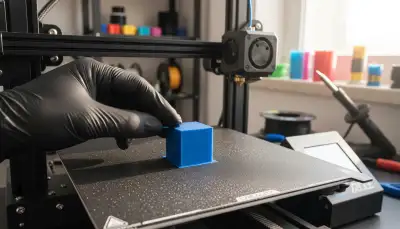
Du kennst das Gefühl, oder? Die Vorfreude ist riesig, der neue Entwurf auf dem Rechner sieht fantastisch aus. Du schickst ihn an deinen Drucker, hörst das Summen der Motoren, siehst die Düse elegant über das Druckbett gleiten und den ersten Layer ablegen. Doch dann: Statt „First Layer Porn“ siehst du, wie sich die feine Linie an einer Ecke langsam hochbiegt, sich kräuselt oder gar nicht erst haften will. Der gefürchtete Spaghetti-Print droht! Oder noch schlimmer: Der Druck löst sich nach Stunden vom Bett, während du schon von deinem fertigen Meisterwerk träumst. Wir haben alle schon geflucht, wenn ein vermeintlich perfekter Druck an der mangelnden 3D-Druck Haftung scheitert. Aber keine Sorge, in dieser Anleitung tauchen wir tief in die Materie ein, um deine flexibles Druckbett-Haftung auf ein neues Level zu heben und diese First Layer Probleme zu lösen.
Empfohlene Produkte zu Spaghetti-Print

PLOKNRD Damen Tank Top Sommer Spaghetti Oberteile Ärmellose Rundhalsausschnitt S

PLOKNRD Damen Tank Top Sommer Spaghetti Oberteile Ärmellose Rundhalsausschnitt S

VEUNCOS Tops für Damen Lockere Passform Sommer Tanktop mit Kokospalme Print Frei

PLOKNRD Damen Tank Top Sommer Spaghetti Oberteile Ärmellose Rundhalsausschnitt B
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Die gute Nachricht ist: Die meisten Probleme mit der Druckbetthaftung sind lösbar und oft auf grundlegende Fehler zurückzuführen, die mit etwas Wissen und den richtigen Werkzeugen schnell behoben werden können. Es ist keine Magie, sondern eine Kombination aus Präzision, Sauberkeit und den richtigen Einstellungen. Lass uns gemeinsam die Geheimnisse lüften und deine Drucke endlich festnageln!
Die heilige Dreifaltigkeit der Haftung: Bett, Z-Offset & Sauberkeit
Das Druckbett selbst: Material, Zustand und Temperatur
Das Fundament deines 3D-Drucks ist das Druckbett. Klingt logisch, wird aber oft unterschätzt. Ein zerkratztes oder abgenutztes Druckbett bietet einfach keine optimale Oberfläche mehr. Es gibt verschiedene Materialien, die alle ihre Vor- und Nachteile haben: Glas, PEI-Beschichtung, Federstahlbleche mit Beschichtung oder auch spezielle Bauplatten. Jedes Material reagiert anders auf Temperatur und Haftmittel. Achte darauf, dass dein Bett in Top-Zustand ist. Manchmal ist der Austausch einer alten 3D-Drucker Druckplatte schon die halbe Miete.
Die Temperatur des Druckbetts ist ebenfalls entscheidend. Jedes Filament hat seine ideale Betttemperatur. PLA mag es meistens zwischen 50 und 60 °C, PETG gerne etwas wärmer bei 70 bis 80 °C, und ABS braucht oft 90 bis 110 °C. Ein zu kaltes Bett führt unweigerlich zu Warping und Ablösung, ein zu heißes kann ebenfalls Probleme verursachen, indem es das Filament zu weich macht und so die erste Schicht verformt. Experimentiere mit den empfohlenen Werten deines Filamentherstellers und passe sie bei Bedarf in 5-Grad-Schritten an.
Z-Offset: Die Crux der ersten Schicht, um First Layer Probleme zu lösen
Der Z-Offset ist der Abstand zwischen deiner Düse und dem Druckbett. Das ist der entscheidende Faktor für einen perfekten First Layer. Ist der Z-Offset zu hoch, schwebt die Düse zu weit über dem Bett, das Filament wird nicht richtig angedrückt, und du bekommst lose Linien, die sich leicht ablösen. Zu niedrig, und die Düse kratzt am Bett, verstopft oder quetscht das Filament so stark, dass es seitlich wegfließt und unschöne Grate bildet (der berüchtigte Elefantenfuß). Der Sweet Spot ist, wenn das Filament leicht gequetscht wird, eine schöne, flache Linie bildet und fest am Bett haftet.
Viele moderne Drucker haben eine automatische Bettnivellierung (Auto Bed Leveling, ABL), aber auch hier musst du den Z-Offset kalibrieren. Nimm dir die Zeit! Drucke einen Testwürfel oder ein spezielles Kalibrierungs-Muster, während du den Z-Offset in winzigen Schritten anpasst. Eine Messschieber digital kann dir helfen, präzise Messungen durchzuführen, um die optimale Einstellung zu finden.
Sauberkeit ist das halbe Leben (oder der ganze Print)
Dieser Punkt wird oft unterschätzt, ist aber Gold wert, wenn es darum geht, die 3D-Druck Haftung zu optimieren. Fingerabdrücke, Staub, kleinste Fettpartikel – all das sind Haftungskiller. Reinige dein Druckbett vor jedem Druck gründlich. Für Glasbetten funktioniert Isopropanol (mindestens 70%) hervorragend. Für PEI-Beschichtungen ist eine regelmäßige Reinigung mit Isopropanol ebenfalls ratsam. Manchmal hilft auch einfach warmes Wasser mit Spülmittel, um hartnäckige Reste zu entfernen. Aber Achtung: Nach der Reinigung das Bett nicht mehr mit bloßen Fingern berühren! Du willst nicht, dass deine natürlichen Öle die frisch gereinigte Oberfläche wieder kontaminieren.
Wenn das Bett allein nicht reicht: Haftmittel im Einsatz
Manchmal sind alle Einstellungen perfekt, das Bett ist sauber, der Z-Offset stimmt – und trotzdem will der Druck nicht halten. Dann kommen die Haftmittel ins Spiel, um hartnäckige First Layer Probleme zu lösen.
Die Klassiker: Sprays, Sticks, Flüssigkeiten
Der Markt bietet eine Fülle an Haftmitteln. Eines der beliebtesten ist Haftspray 3D-Druck, das eine dünne, klebrige Schicht auf dem Druckbett bildet. Auch Klebestifte, oft auf PVA-Basis, sind eine einfache und effektive Lösung. Sie sind besonders gut für PLA und PETG geeignet. Für Glasbetten schwören viele auf eine dünne Schicht Haarspray (aber bitte nur die unparfümierten Varianten!). Es gibt auch spezielle Flüssigkeiten, die man mit einem Tuch aufträgt. Wichtig ist, die Mittel sparsam und gleichmäßig aufzutragen, um eine ebene Oberfläche zu gewährleisten. Zu viel kann das Gegenteil bewirken und sogar das Ablösen erschweren.
Geheimwaffen gegen Warping
Warping, das Hochbiegen der Ecken des Drucks, ist oft ein Zeichen für unzureichende Haftung und Temperaturunterschiede. Hier können spezielle Haftmittel Wunder wirken. Für Materialien wie ABS oder Nylon, die besonders anfällig für Warping sind, gibt es spezielle Lösungen, die eine extrem starke Verbindung zum Druckbett herstellen. Manchmal hilft auch ein geschlossener Bauraum, um die Umgebungstemperatur stabil zu halten und Temperaturschwankungen zu minimieren, die Warping begünstigen.
Filament-Faktor und Umgebungseinflüsse
Das richtige Filament und seine Pflege
Auch das Filament selbst spielt eine Rolle bei der 3D-Druck Haftung. Feuchtes Filament ist der Feind eines jeden Makers! Es führt nicht nur zu Stringing und schlechter Oberflächenqualität, sondern kann auch die Haftung am Druckbett beeinträchtigen, da die Feuchtigkeit beim Extrudieren zu Dampfblasen führt. Lagere dein Filament trocken, am besten in einer Filament Trockner Box oder luftdichten Behältern mit Silikagel. Vor dem Druck kannst du feuchtes Filament auch für einige Stunden in einem speziellen Filamenttrockner oder einem Ofen bei niedriger Temperatur trocknen.
Die Qualität des Filaments ist ebenfalls nicht zu unterschätzen. Günstiges Filament kann unregelmäßige Durchmesser oder Verunreinigungen aufweisen, die die Extrusion und damit die Haftung negativ beeinflussen. Investiere in gute Filamentqualität – es zahlt sich aus!
Temperatur und Zugluft
Der 3D-Drucker ist kein Einzelkämpfer. Er interagiert mit seiner Umgebung. Zugluft ist der Erzfeind der Druckbetthaftung, besonders bei Materialien wie ABS oder PETG. Ein plötzlicher Temperaturabfall auf dem Druckbett oder am Druckobjekt führt zu Materialspannungen und Warping. Stelle deinen Drucker an einen Ort, an dem es keine Zugluft gibt und die Umgebungstemperatur möglichst konstant ist. Ein Einhausung kann hier Wunder wirken, um die Temperatur im Bauraum stabil zu halten und so die 3D-Druck Haftung zu optimieren.
Fortgeschrittene Tricks für hartnäckige Fälle
Brim, Raft und Skirt verstehen
Dein Slicer bietet mächtige Werkzeuge, um die Haftung zu verbessern. Der Skirt ist eine einzelne Linie um das Objekt herum, die hilft, die Düse vor dem eigentlichen Druck zu primen und den Materialfluss zu stabilisieren. Der Brim ist eine oder mehrere zusätzliche Schichten, die direkt am Objekt anliegen und dessen Grundfläche vergrößern. Das hilft enorm gegen Warping und verbessert die Haftung, besonders bei Objekten mit kleiner Grundfläche. Das Raft ist eine ganze Schicht von Linien unter dem Objekt, die eine neue, flache Druckoberfläche schafft. Rafts sind oft die letzte Rettung bei extrem schwierigen Geometrien oder problematischen Materialien, können aber zu einer raueren Unterseite des Drucks führen und verbrauchen mehr Material.
Die Düse – oft unterschätzt
Eine saubere und intakte Düse ist essenziell. Eine teilweise verstopfte Düse oder eine Düse mit abgenutzter Spitze kann dazu führen, dass das Filament ungleichmäßig extrudiert wird oder nicht richtig auf dem Druckbett aufliegt. Reinige deine Düse regelmäßig mit Nozzle Reinigungsnadeln oder führe einen Cold Pull durch. Wenn die Düse stark abgenutzt ist, ist es Zeit für einen Austausch. Eine präzise und saubere Düse ist ein Schlüssel zur Lösung vieler First Layer Probleme.
Fazit: Dein Weg zum Haftungs-Meister
Die Optimierung der 3D-Druck Haftung ist keine Raketenwissenschaft, erfordert aber Geduld, systematische Fehlersuche und ein gutes Verständnis der Zusammenhänge. Von der Wahl des richtigen Druckbetts über die präzise Einstellung des Z-Offsets und die penible Sauberkeit bis hin zum Einsatz von Haftmitteln und der Beachtung von Filament- und Umwelteinflüssen – jeder Schritt zählt. Nimm dir die Zeit, diese Punkte zu überprüfen und anzupassen. Die Belohnung ist ein „First Layer Porn“, der sich sehen lassen kann, und Drucke, die fest sitzen, bis du sie abnehmen möchtest. Happy Printing, Nerds!
Häufig gestellte Fragen
Was sind die häufigsten Gründe für schlechte 3D-Druck Haftung?
Ah, der gefürchtete Moment, wenn der First Layer einfach nicht halten will! Die Gründe für schlechte Haftung beim 3D-Druck sind vielfältig, aber oft auf einige Kernprobleme zurückzuführen. Einer der Hauptübeltäter ist ein nicht korrekt geleveltes Druckbett. Ist der Abstand zwischen Düse und Druckbett zu groß, haftet das Filament nicht; ist er zu klein, wird es zerquetscht oder die Düse kratzt. Ein weiterer häufiger Grund ist ein verschmutztes Druckbett. Fingerabdrücke, Staub oder Rückstände von früheren Drucken können eine unsichtbare Trennschicht bilden. Aber auch die falsche Druckbetttemperatur für das verwendete Material spielt eine große Rolle. Manche Filamente benötigen eine höhere Temperatur, um richtig zu haften. Nicht zu vergessen ist auch feuchtes Filament, das durch die Aufnahme von Wasser Blasen bildet und die Extrusion sowie die Haftung negativ beeinflusst. Eine abgenutzte oder verstopfte Düse kann ebenfalls zu ungleichmäßigem Materialfluss und somit zu schlechter Haftung führen. Manchmal ist es auch einfach ein verformtes oder abgenutztes Druckbett, das keine ebene Oberfläche mehr bietet. Zum Glück gibt es für all diese Probleme bewährte Lösungen, um deinen Druckbett wieder zum Haft-Meister zu machen!
Empfohlene Produkte zu 3d drucker druckbett

GIANTARM 3D Drucker Klebestifte, PVP Kleber, haftspray 3d drucker kleber Druckkl

3D-Drucker Build Oberfläche Flexible PEI Hotbed Platte Doppelseitige Drucker Bet

Creality Offizielle Ender 3 V3 PEI Bauplatte 235x235mm 3D Drucker Federstahl Pla

Creality Offizielles Ender 3 Glasbett, verbessert, hohe Härte, langlebige Glaspl
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Wie kann ich die Druckbetthaftung meines 3D-Druckers verbessern?
Die Optimierung der Druckbetthaftung ist oft eine Kombination mehrerer Faktoren. Zuerst und am wichtigsten: Sorge für ein penibel sauberes Druckbett. Isopropylalkohol oder spezielle Reiniger sind hier deine besten Freunde. Zweitens: Level dein Druckbett akribisch. Ein präziser Z-Offset ist entscheidend, damit der First Layer weder zu stark gepresst noch zu lose aufliegt. Drittens: Wähle die richtige Druckbetttemperatur für dein Filament. Schau ins Datenblatt deines Materials und experimentiere gegebenenfalls. Viertens: Ziehe spezielle Haftmittel in Betracht. Ob Haftspray, Klebestifte oder spezielle Lösungen – sie können Wunder wirken, besonders bei schwierigen Materialien. Fünftens: Betrachte ein Upgrade auf hochwertige Druckplatten. Flexible Druckplatten aus Federstahl mit PEI-Beschichtung sind oft eine Game-Changer. Und zu guter Letzt: Reduziere die Druckgeschwindigkeit für den First Layer. Ein langsamerer, sorgfältiger Auftrag ermöglicht dem Material, sich besser mit dem Druckbett zu verbinden. Mit diesen Tipps sagst du dem Spaghetti-Print den Kampf an!
Empfohlene Produkte zu 3d drucker haftspray

3DLAC Sprühkleber für Perfekte Haftung auf dem 3D Drucker Druckbett, 400ml

3DLAC Sprühkleber für perfekte Haftung auf dem 3D Drucker Druckbett, 3x 400ml
GIANTARM 3D Drucker Klebestifte, PVP Kleber, haftspray 3d drucker kleber Druckkl

TEQStone 3D Drucker Klebestift, Perfekte Haftung der First Layer, Verhindert Ver
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Welche Vorteile bieten flexible Druckplatten für die Haftung?
Flexible Druckplatten sind für viele Maker ein absolutes Must-have geworden – und das aus gutem Grund! Der größte Vorteil ist die kinderleichte Entnahme der gedruckten Teile. Statt mit Spachtel und Gewalt am Druckbett herumzukratzen, nimmst du die flexible Platte einfach ab, biegst sie leicht, und *plopp* – dein Druck löst sich wie von Zauberhand. Das schont nicht nur deine Nerven, sondern auch deine Drucke und das Druckbett selbst. Viele dieser Platten, besonders die PEI-Druckplatten aus Federstahl, bieten von Haus aus eine exzellente Haftung für die meisten gängigen Filamente wie PLA, PETG und oft sogar ABS, ohne dass zusätzliche Haftmittel nötig sind. Die texturierte Oberfläche vieler Modelle sorgt zudem für eine ansprechende Unterseite deiner Prints und eine noch bessere mechanische Verankerung des ersten Layers. Und falls du mal ein Material hast, das eine glatte Oberfläche bevorzugt, gibt es sogar doppelseitige Varianten mit unterschiedlichen Beschichtungen wie texturiertem PEI auf der einen und glattem PEO auf der anderen Seite. Ein Upgrade auf ein Federstahl-Druckbett mit flexibler Oberfläche ist eine der besten Investitionen, um deine Druckergebnisse zu verbessern und den Workflow zu optimieren.
Empfohlene Produkte zu pei druckplatte

Adventurer 5X Textured PEI Druckplatte, Doppelseitig Strukturiertes PEI Spring S

PEI Druckplatte 257x257mm für Bambulab X2D X1 X1C X1E P1P P1S P2S A1, Smooth PEI

Glatte PEI+Texturierte PEI Bambulab Build Plate 257x257mm, 3D Doppelseitige Druc

Doppelseitig Strukturiertes PEI Druckplatte 235x235 mm, 3D Drucker Flexibles PEI
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Welche Rolle spielt die Filamentqualität und -lagerung für die Haftung?
Die Qualität und vor allem die Lagerung deines Filaments sind oft unterschätzte Faktoren, wenn es um die Haftung und die allgemeine Druckqualität geht. Feuchtes Filament ist ein häufiger Übeltäter für eine schlechte Haftung. Viele Filamente, insbesondere hygroskopische Materialien wie PETG, Nylon oder PVA, ziehen Wasser aus der Umgebungsluft an. Dieses Wasser verdampft beim Drucken in der heißen Düse, was zu kleinen Blasen im extrudierten Material führt. Das Ergebnis? Unebenheiten, schlechte Layerhaftung und natürlich eine katastrophale Haftung auf dem Druckbett. Das Filament haftet nicht richtig am Bett, weil die Blasen die Kontaktfläche reduzieren und das Material ungleichmäßig auftragen. Eine hochwertige Filamentqualität sorgt zudem für gleichmäßige Durchmesser und Materialeigenschaften, was wiederum zu einem konsistenten Extrusionsfluss und damit zu einer besseren und zuverlässigeren Haftung führt. Um dem vorzubeugen, solltest du dein Filament immer in luftdichten Filament-Aufbewahrungsboxen mit Trockenmitteln lagern. Für bereits feucht gewordenes Filament sind Filamenttrockner eine echte Rettung, die das Material wieder in Top-Zustand versetzen und so die Haftung auf dem Druckbett signifikant verbessern können.
Empfohlene Produkte zu filament aufbewahrungsbox

eSUN PLA Filament 1.75mm, PLA Basic 3D Drucker Filament Maßgenauigkeit +/- 0.03m

eSUN PLA Filament 1.75mm, PLA Basic 3D Drucker Filament Maßgenauigkeit +/- 0.03m

eSUN PLA Filament 1.75mm, PLA Basic 3D Drucker Filament Maßgenauigkeit +/- 0.03m

eSUN PLA Filament 1.75mm, PLA Basic 3D Drucker Filament Maßgenauigkeit +/- 0.03m
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Wie wichtig ist die richtige Einstellung des Druckbetts (Leveling) für die Haftung?
Das Leveln des Druckbetts ist nicht nur wichtig – es ist absolut fundamentell für eine erfolgreiche Haftung und den gesamten Druckprozess! Stell dir vor, du baust ein Haus auf einem schiefen Fundament; es wird nie stabil sein. Genauso ist es mit deinem 3D-Druck. Ein korrekt geleveltes Druckbett stellt sicher, dass der Abstand zwischen der Düse und dem Druckbett über die gesamte Druckfläche hinweg konsistent ist. Ist der Abstand zu groß, wird das Filament nicht ausreichend auf das Bett gepresst, es haftet nicht und wird zu einem lockeren Faden, der sich leicht ablöst. Ist der Abstand zu klein, wird das Filament zerquetscht, die Düse kann das Bett zerkratzen, und der Materialfluss wird behindert, was ebenfalls zu schlechter Haftung führt. Der Z-Offset, also die Feinjustierung dieses Abstands, ist hier der Schlüssel zum Erfolg. Viele moderne Drucker bieten automatische Leveling-Systeme, aber selbst diese profitieren oft von einer manuellen Überprüfung und Feinjustierung. Für präzise Messungen und zur Kontrolle des Z-Offsets können digitale Messschieber eine große Hilfe sein, um die genaue Dicke von Test-Layern zu überprüfen. Ein perfekt geleveltes Bett ist der erste Schritt zum 'First Layer Porn' und zum Abschied vom Spaghetti-Print des Grauens!
Empfohlene Produkte zu digitaler messschieber

Kynup Messschieber Digital, Schieblehre Digital 150mm Messwerkzeug mit LCD-Displ

Kynup Digital Messschieber, Schieblehre Messwerkzeuge 150mm Edelstahl IP54 Sprit

Kynup Messschieber Digital, 150 mm Schieblehre Digital Edelstahl, Elektronik Mes

HARDELL Messschieber Digital 150mm – Digitale Schieblehre aus Edelstahl, spritzw
* Affiliate-Links. Als Amazon-Partner verdienen wir an qualifizierten Verkäufen.
Kann die Düse die Haftung beeinflussen und wie reinige ich sie richtig?
Absolut! Die Düse ist das Nadelöhr deines 3D-Druckers, und ihr Zustand hat direkten Einfluss auf die Haftung. Eine verstopfte oder teilweise verstopfte Düse führt zu einem unregelmäßigen oder unzureichenden Materialfluss. Wenn nicht genug Filament extrudiert wird oder der Fluss stockt, kann der First Layer nicht gleichmäßig und mit ausreichend Druck auf das Druckbett aufgebracht werden, was die Haftung massiv beeinträchtigt. Eine abgenutzte Düse, deren Öffnung sich vergrößert oder unregelmäßig verformt hat, kann ebenfalls zu Problemen führen, da die Extrusion dann nicht mehr präzise ist. Um das zu vermeiden, ist regelmäßige Wartung wichtig. Für die Reinigung einer verstopften Düse gibt es verschiedene Methoden:
- Hot Pull (Cold Pull): Hierbei wird Filament bei einer leicht erhöhten Temperatur durch die Düse gezogen, um Verunreinigungen mitzunehmen.
- Reinigen mit feinen Nadeln: Spezielle, dünne Nadeln aus einem Düsenreinigungsset können verwendet werden, um Ablagerungen im Inneren der Düse mechanisch zu entfernen.
- Düse wechseln: Bei starker Abnutzung oder hartnäckigen Verstopfungen ist der Austausch der Düse die beste Lösung.
Welche Arten von Haftmitteln gibt es und wann sollte ich sie verwenden?
Haftmittel sind die Geheimwaffen vieler Maker, wenn der First Layer einfach nicht kooperieren will oder mit anspruchsvollen Materialien gedruckt wird. Es gibt hauptsächlich drei gängige Arten:
- Haftsprays: Extrem beliebt und einfach anzuwenden. Ein feiner Nebel auf das kalte Druckbett gesprüht (Vorsicht: nicht auf heiße Oberflächen oder direkt in den Drucker sprühen!), bildet eine dünne, klebrige Schicht, die die Haftung drastisch verbessert. Haftsprays eignen sich hervorragend für PLA, PETG und ABS und lassen sich meist mit Alkohol entfernen.
- Klebestifte: Ähnlich wie gewöhnliche Klebestifte, aber oft mit speziellen Polymeren formuliert. Sie sind präziser aufzutragen als Sprays und eignen sich gut für kleinere Bereiche. Klebestifte sind besonders effektiv für PLA und ABS.
- Spezielle 3D-Druck-Kleber/Lösungen: Oft flüssige Lösungen, die mit einem Pinsel aufgetragen werden. Sie sind meist für spezifische Materialien oder Druckbettoberflächen entwickelt und bieten eine sehr starke Haftung. Spezielle 3D-Druck-Kleber sind ideal für Materialien wie Nylon, Polycarbonat oder ASA, die notorisch schwer zu haften sind.
Bei welchen Materialien ist die Haftung besonders kritisch und wie gehe ich damit um?
Während PLA in der Regel gut haftet, gibt es einige Filamente, die uns Maker regelmäßig zur Verzweiflung treiben können:
- ABS: Bekannt für starkes Warping. Benötigt höhere Druckbetttemperaturen (90-110°C), eine geschlossene Druckkammer und starke Haftmittel wie Haftsprays oder ABS-Slurry.
- PETG: Haftet oft gut, manchmal aber *zu* gut. Eine leicht niedrigere Betttemperatur oder eine dünne Klebstoffschicht als Trennschicht kann helfen. Texturierte PEI-Platten bieten eine gute Balance.
- Nylon & Polycarbonate: Extrem hygroskopisch und haften notorisch schlecht. Erfordern sehr hohe Druckbetttemperaturen, oft spezielle Oberflächen (Glas mit PVA-Kleber) und unbedingt eine beheizte, geschlossene Druckkammer.
- Flexibles Filament (TPU/TPE): Kann an glatten Oberflächen zu stark haften. Eine texturierte PEI-Platte oder Klebeband kann hier als Trennschicht dienen.